

1. Konserwacja zasuwy
1.1 Główne parametry techniczne:
DN: NPS1”~ NPS28”
PN: CL150 ~ CL2500
Materiał głównych części: ASTM A216 WCB
Trzpień — ASTM A276 410;Siedzisko — ASTM A276 410;
Powierzchnia uszczelniająca – VTION
1.2 Obowiązujące kodeksy i standardy: API 6A, API 6D
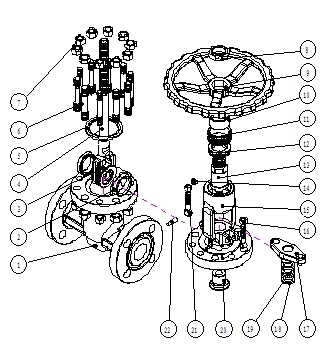
1.3 Konstrukcja zaworu (patrz rys. 1)
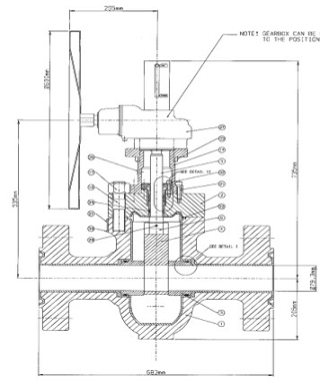
Rys.1 Zasuwa
2. Przegląd i konserwacja
2.1: Kontrola powierzchni zewnętrznej:
Sprawdź zewnętrzną powierzchnię zaworu, aby sprawdzić, czy nie ma uszkodzeń, a następnie ponumeruj;Nagrać płytę.
2.2 Sprawdź obudowę i uszczelnienie:
Sprawdź, czy nie ma wycieków i sporządź protokół kontroli.
3. Zdemontuj zawór
Przed demontażem i poluzowaniem śrub łączących zawór należy zamknąć.Należy wybrać odpowiedni klucz nieregulowany do poluzowania śrub. Klucz nastawny może łatwo uszkodzić nakrętki.
Zardzewiałe śruby i nakrętki należy nasączyć naftą lub płynnym odrdzewiaczem;Sprawdź kierunek gwintu śruby, a następnie powoli przekręć.Zdemontowane części muszą być ponumerowane, oznakowane i utrzymywane w porządku.Trzpień i tarczę bramy należy założyć na wspornik, aby uniknąć zarysowania.
3.1 Czyszczenie
Upewnij się, że części zamienne są czyszczone delikatnie szczoteczką naftą, benzyną lub środkami czyszczącymi.
Po czyszczeniu upewnij się, że części zamienne są wolne od tłuszczu i rdzy.
3.2 Kontrola części zamiennych.
Sprawdź wszystkie części zamienne i sporządź zapis.
Sporządź odpowiedni plan konserwacji zgodnie z wynikami kontroli.
4. Naprawa części zamiennych
Napraw części zamienne zgodnie z wynikami kontroli i planem konserwacji;w razie potrzeby wymienić części zamienne na te same materiały.
4.1 Naprawa bramy:
①Naprawa rowka T: Spawanie może być stosowane do naprawy pęknięć rowka T, korygowania zniekształceń rowka T, spawania obu stron prętem wzmacniającym.Do naprawy dna rowka T można zastosować spawanie powierzchniowe.Stosując obróbkę cieplną po spawaniu w celu wyeliminowania naprężeń, a następnie stosując penetrację PT do kontroli.
②Naprawa upuszczonego:
Upadek oznacza szczelinę lub poważne przemieszczenie pomiędzy powierzchnią uszczelniającą bramy a powierzchnią uszczelniającą gniazda.Jeśli równoległa zasuwa opadnie, można zespawać górny i dolny klin, a następnie przeprowadzić szlifowanie.
4.2 Naprawa powierzchni uszczelniającej
Główną przyczyną wewnętrznych nieszczelności zaworu jest uszkodzenie powierzchni uszczelniającej.Jeśli uszkodzenie jest poważne, należy zespawać, obrobić i przeszlifować powierzchnię uszczelniającą.Jeśli nie poważne, to tylko szlifowanie.Główną metodą jest szlifowanie.
A.Podstawowa zasada szlifowania:
Połącz powierzchnię narzędzia szlifierskiego z przedmiotem obrabianym.Wstrzyknij materiał ścierny w szczelinę pomiędzy powierzchniami, a następnie przesuń narzędzie szlifierskie, aby szlifować.
B.Szlifowanie powierzchni uszczelniającej bramę:
Tryb szlifowania: praca w trybie ręcznym
Równomiernie rozsmaruj materiał ścierny na płycie, połóż obrabiany przedmiot na płycie, a następnie obracaj podczas szlifowania w linii prostej lub „8”.
4.3 Naprawa trzpienia
A.Jeżeli jakakolwiek rysa na powierzchni uszczelniającej trzpienia lub chropowatej powierzchni nie odpowiada normie projektowej, powierzchnię uszczelniającą należy naprawić.Metody naprawy: szlifowanie płaskie, szlifowanie okrągłe, szlifowanie gazą, szlifowanie maszynowe i szlifowanie stożkowe;
B.Jeśli trzpień zaworu jest wygięty > 3%, należy przeprowadzić obróbkę prostowania za pomocą szlifierki bezkłowej, aby zapewnić wykończenie powierzchni i wykryć pęknięcia procesowe.Metody prostowania: Prostowanie pod ciśnieniem statycznym, Prostowanie na zimno i Prostowanie na gorąco.
C.Naprawa głowicy macierzystej
Główka trzpienia oznacza części trzpienia (kula trzpienia, wierzchołek łodygi, klin górny, rynna łącząca itp.) połączone z częściami otwierającymi i zamykającymi.Metody naprawy: cięcie, spawanie, wkładanie pierścienia, wkładanie wtyczki itp.
D.Jeśli nie można spełnić wymagań kontroli, należy ponownie wyprodukować z tego samego materiału.
4.4 W przypadku jakichkolwiek uszkodzeń powierzchni kołnierza po obu stronach korpusu należy poddać obróbce obróbkę zgodną ze standardowymi wymaganiami.
4.5 Obie strony połączenia RJ nadwozia, jeżeli po naprawie nie odpowiadają wymaganiom standardowym, należy przyspawać.
4.6 Wymiana części zużywalnych
Części zużywające się obejmują uszczelkę, uszczelnienie, o-ring itp. Przygotuj części zużywające się zgodnie z wymogami konserwacji i sporządź rejestr.
5. Montaż i instalacja
5.1 Przygotowania: Przygotuj naprawione części zamienne, uszczelkę, opakowanie, narzędzia instalacyjne.Ułóż wszystkie części w porządku;nie kładź się na ziemi.
5.2 Kontrola czyszczenia: Wyczyść części zamienne (łącznik, uszczelkę, trzpień, nakrętkę, korpus, pokrywę, jarzmo itp.) za pomocą nafty, benzyny lub środka czyszczącego.Upewnij się, że nie ma tłuszczu i rdzy.
5.3 Instalacja:
Najpierw sprawdź wcięcie trzpienia i powierzchni uszczelniającej zasuwy, potwierdź połączenie;
Oczyść, wytrzyj korpus, pokrywę, bramę, powierzchnię uszczelniającą, aby zachować czystość. Zamontuj części zamienne w odpowiedniej kolejności i dokręć symetrycznie śruby.
Czas publikacji: 19 maja 2022 r